活套甩尾的原因及對策
①收套時間設定不當,造成落套時間過遲,會直接導致活套甩尾。
②活套前機架的紅坯尺寸的嚴重超差及相應滾動導衛的開口度過大或過度磨損等,均會導致軋件尾部活套在收套狀態下間歇甩尾。
③電控系統出現異常,粗中軋機組之間的聯調中斷,中軋隨著起套轉速不斷上升,粗軋全部6架軋機轉速不隨著聯調升速而是始終保持不變,此種情況造成4套或6甩尾,嚴重時造成留尾憋鋼。
④起套輥風閥動作延遲,造成落套時間過遲,會直接導致活套甩尾。
⑤控制活套甩尾的主要方法如下:降低軋件尾部套量的高度和精確設定起套輥的收落時間。
由原因②中的活套前機架的紅坯尺寸的嚴重超差可以知道,檢測并控制尺寸能減少因該原因造成的活套甩尾,同時由于有實時檢測尺寸,得知紅坯尺寸信息,可及時排查是否是由于尺寸偏差造成的活套甩尾。
紅坯尺寸檢測可用
智能測徑儀,它是由八軸測頭組成的外徑尺寸檢測設備,能檢測八個方位的外徑尺寸,而其不易測量的位置在兩測頭的中間11.25°,這個位置只要有1%的凸起就可被檢測到,同時紅坯在生產中不可避免的會發生扭轉,這使測徑儀能實現全方位的檢測。
因此任何角度的超差都能被智能測徑儀捕捉到,并以截面圖的形式讓你直觀的觀測到截面形狀,并以紅圈圈定合格范圍,能方便的看出是否超差,還能辨別出是否出現了錯輥、耳子等簡單的表面缺陷。
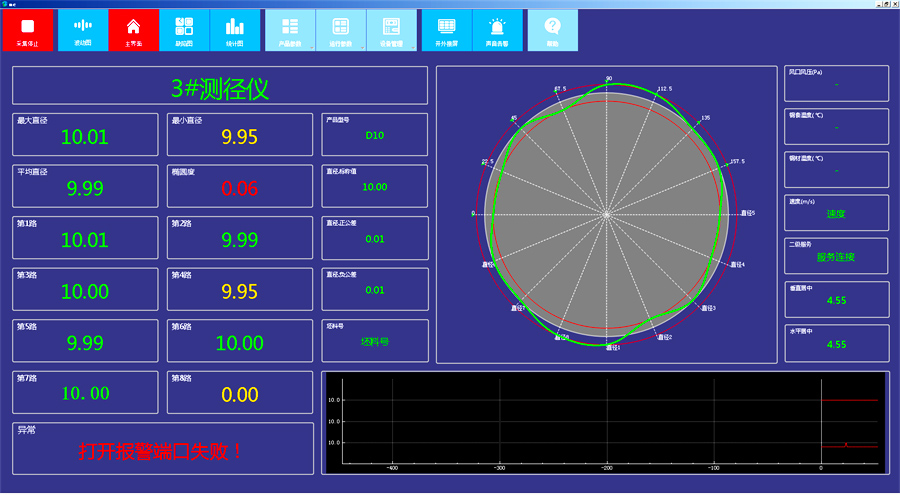
此外,智能測徑儀的軟件系統還能顯示趨勢圖、缺陷圖、波動圖等多種類型的圖像,供工作人員進行軋鋼分析,亦可隨時查看歷史數據。
通過智能測徑儀的檢測,就能確定高線軋鋼中活套前機架的紅坯尺寸是否符合標準。從而減少軋鋼故障,獲得高品質的軋鋼成材。
智能測徑儀能實現質量檢測、減少軋鋼故障、提升成材率,是目前高線軋鋼廠不可或缺的設備之一。如果無需其自動調整測頭位置,自動監測鏡頭潔凈度,自動監測風量大小等自動化功能,也可選擇普通型八軸測徑儀。
